Unsurpassed Protection in the Entire Steam Cycle
for Low, Medium, and High Pressure Boilers
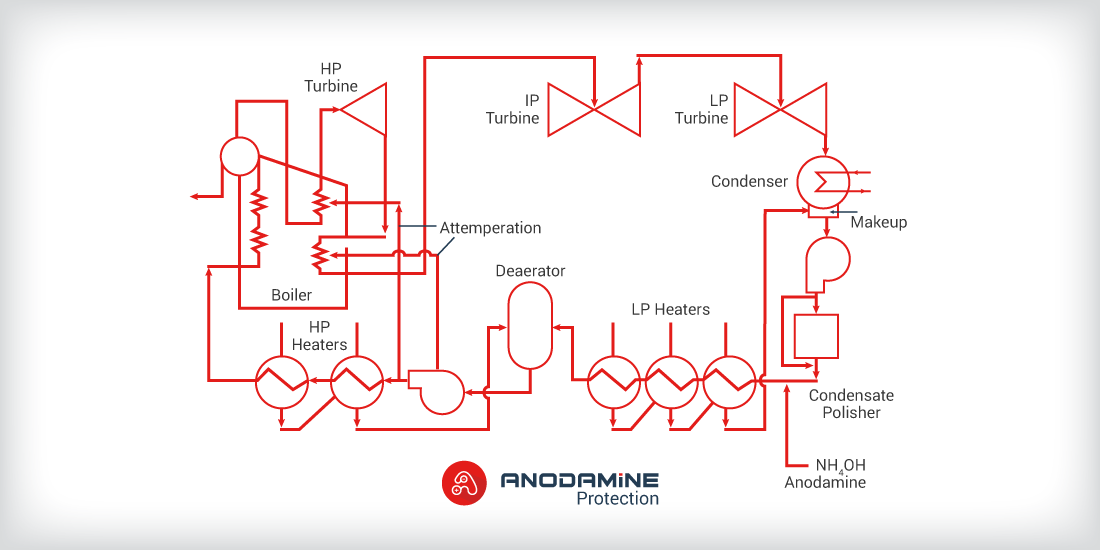
Anodamine is both volatile and non-volatile, providing protection in the aqueous phase and in the vapor phase so all components are protected from one single injection point into the system.
Anodamine is a fully International Standards Compliant, thermally stable, Non-Toxic, low to high pressure cycle chemistry for exceptional protection of both ferrous and admiralty metals throughout the steam water cycle.
Anodamine is utilized in the steam systems of many industries ranging from 3500 psig super critical boilers in the power generation inudustry to 150 psig waste heat boilers in the petrochemical industry.
The technology was first introduced to the sugar refining industry in South Africa almost 20 years ago. The formulations have been continually refined and improved and now are the benchmark for a new standard in boiler chemical treatment in the world.
Anodamine Protects the Entire Cycle
Anodamine is both volatile and non-volatile, providing protection for the entire steam cycle from a single injection point. It has proven to eliminate problematic corrosion issues throughout both vapor and aqueous phases. Even in far reaching condensate systems, Anodamine protects piping and equipment.

Watch this video to find out.
FAC:
The Often Overlooked and Little Understood Steam Cycle Killer
When oxygen scavengers are utilized (AVT R), FAC is often a significant but not always realized problem in the steam cycle. Reducing chemistries create iron scale in the 2+ form (magnetite). Though originally thought to be a protective layer, magnetite has been proven to be the culprit of single phase FAC. As magnetite is unstable, especially in varying pH and flows, it is released in the steam water flow, and the base (virgin) metal re-corrodes. The cycle of metal loss continues, leading to wall thinning and eventual failure.
Moreover the magnetite that is released in the flow can cause both damage and thinning of metal in bends due to impingement. It also can lead to the fouling of downstream equipment in low flow areas and steam traps. Furthermore the iron corrosion products are partially returned to the boiler by chelating chemistries, increasing scaling potential and adding to boiler blowdown.
Recent efforts to eliminate FAC by replacing AVT (R) protocols with AVT (O) and AVT OT have been somewhat successful at eliminating single phase FAC but have had no effect on preventing FAC in two phase areas. Because Anodamine protects in both vapor and aqueous phases, it completely protects all areas of the steam cycle from both single and two phase FAC.

Chemical vendors have attempted unsuccessfully to replicate the technology and there has been a resurgence in attempts of utilizing organic chemistries to mitigate many of the current challenges and oppoturnities to the industry.
Anodamine is unmatched in its ability to eliminate corrosion and scaling in boilers and provide protection throughout the entire steam cycle.
Anodamine is a full replacement treatment protocol compliant with AVT R, AVT 0, and AVT (OT). Allowing for the replacement of oxygen scavengers even in mixed metallurgical systems.
While conventional chemistry focuses on conditioning the water to make it a least corrosive as possible, Anodamine protects the metal eliminating all corrosion mechanisms.
Because Anodamine is a non-solid inducing formula, boiler carryover is greatly reduced if not eliminated. While conventional commodity programs are toxic and majority inorganic, and often promote boiler foaming, priming, and carryover. To control this conventional commodity vendors increase sales by offering antifoam products, these are typically acids/and or have acidic thermal degradation products which are corrosive.
Most importantly Anodamine’s superhydrophobic barrier protects in all phases of the steam cycle even phase transition zones. All components of the boiler, surperheater, turbine, economizer, and condensate system are protected from corrosion. Customers find steam trap systems operating without failure and the elimination of the need to use steam clamps to repair leaks.